
Motoreninstandsetzung
Die moderne Motoreninstandsetzung ist der Kernbereich, um den sich alle unsere Leistungen gruppieren. Wir orientieren uns bei der täglichen Arbeit an Ihren Wünschen und wirtschaftlichen Möglichkeiten und nicht an Normen von Verbänden.
Ihren Motor wirtschaftlich zu reparieren bedeutet für uns einzelne Bauteile instand zusetzen wo es sinnvoll ist und zu erneuern, wo es notwendig ist.
Diese Kombination ermöglichst es Ihnen, Ihre Maschinen und Fahrzeuge wieder kosteneffizient und langlebig mit voller Gewährleistung zu nutzen.
Dank eigenem Maschinenpark können wir auch Ihren kurzfristigen Reparaturbedarf realisieren. Die Größenordnung der Motoren, die wir bearbeiten können, fängt beim Motorradmotor an, geht über PKW und LKW Motoren, bis zum Notstromaggregat und Schiffsdiesel bis ca. 1000 KW Leistung.
An dieser Stelle möchten wir Ihnen gerne einen Überblick über die Bearbeitungsmöglichkeiten an Ihrem Motor geben:

Galerie „Motoreninstandsetzung“


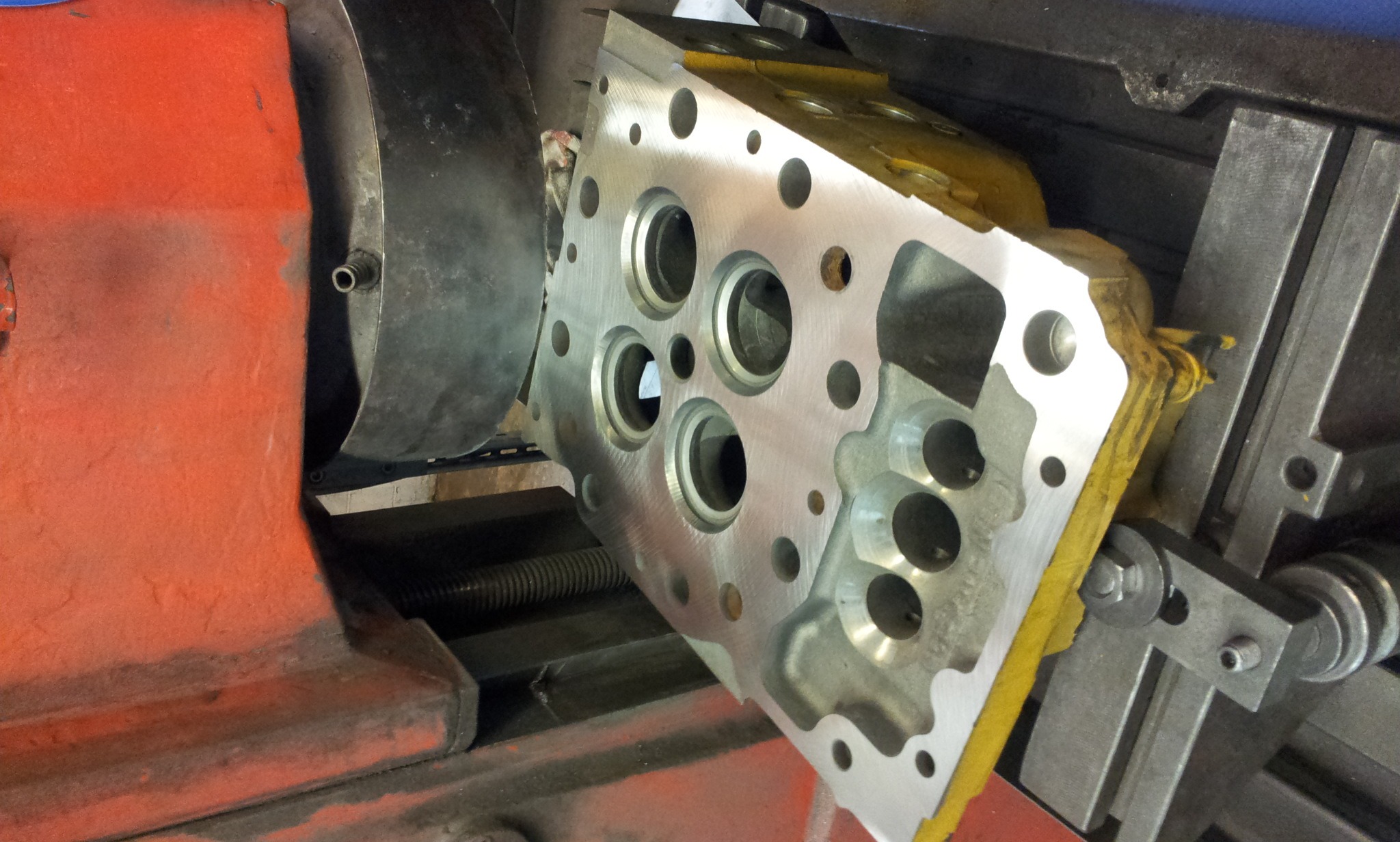

 Wurde ein Motor überhitzt, verzieht sich in der Regel der Zylinderkopf. Wird er nicht plangeschliffen, hat die Zylinderkopfdichtung keine gleichmäßige Flächenpressung mehr und wird gleich wieder undicht. Ebenso sind bei Zylinderköpfen Auswaschungen an den Dichtungsflächen häufig. Wenn die Auswaschungen nicht zu tief sind, können sie durch das Planschleifen beseitigt werden. Andernfalls wird eine Auftragsschweißung vorgenommen und dann plangeschliffen.
Wurde ein Motor überhitzt, verzieht sich in der Regel der Zylinderkopf. Wird er nicht plangeschliffen, hat die Zylinderkopfdichtung keine gleichmäßige Flächenpressung mehr und wird gleich wieder undicht. Ebenso sind bei Zylinderköpfen Auswaschungen an den Dichtungsflächen häufig. Wenn die Auswaschungen nicht zu tief sind, können sie durch das Planschleifen beseitigt werden. Andernfalls wird eine Auftragsschweißung vorgenommen und dann plangeschliffen.
 Der Gegenspieler zum Ventil ist der Ventilsitz. Auch er verändert seine Form oder sammelt Rußablagerungen im Laufe der Zeit an. Besonders beim Einsatz von alternativen Kraftstoffen. Mit unserer computergesteuerten Ventilsitzfräse optimieren wir den Ventilsitz wieder für eine perfekte Funktion.
Der Gegenspieler zum Ventil ist der Ventilsitz. Auch er verändert seine Form oder sammelt Rußablagerungen im Laufe der Zeit an. Besonders beim Einsatz von alternativen Kraftstoffen. Mit unserer computergesteuerten Ventilsitzfräse optimieren wir den Ventilsitz wieder für eine perfekte Funktion.
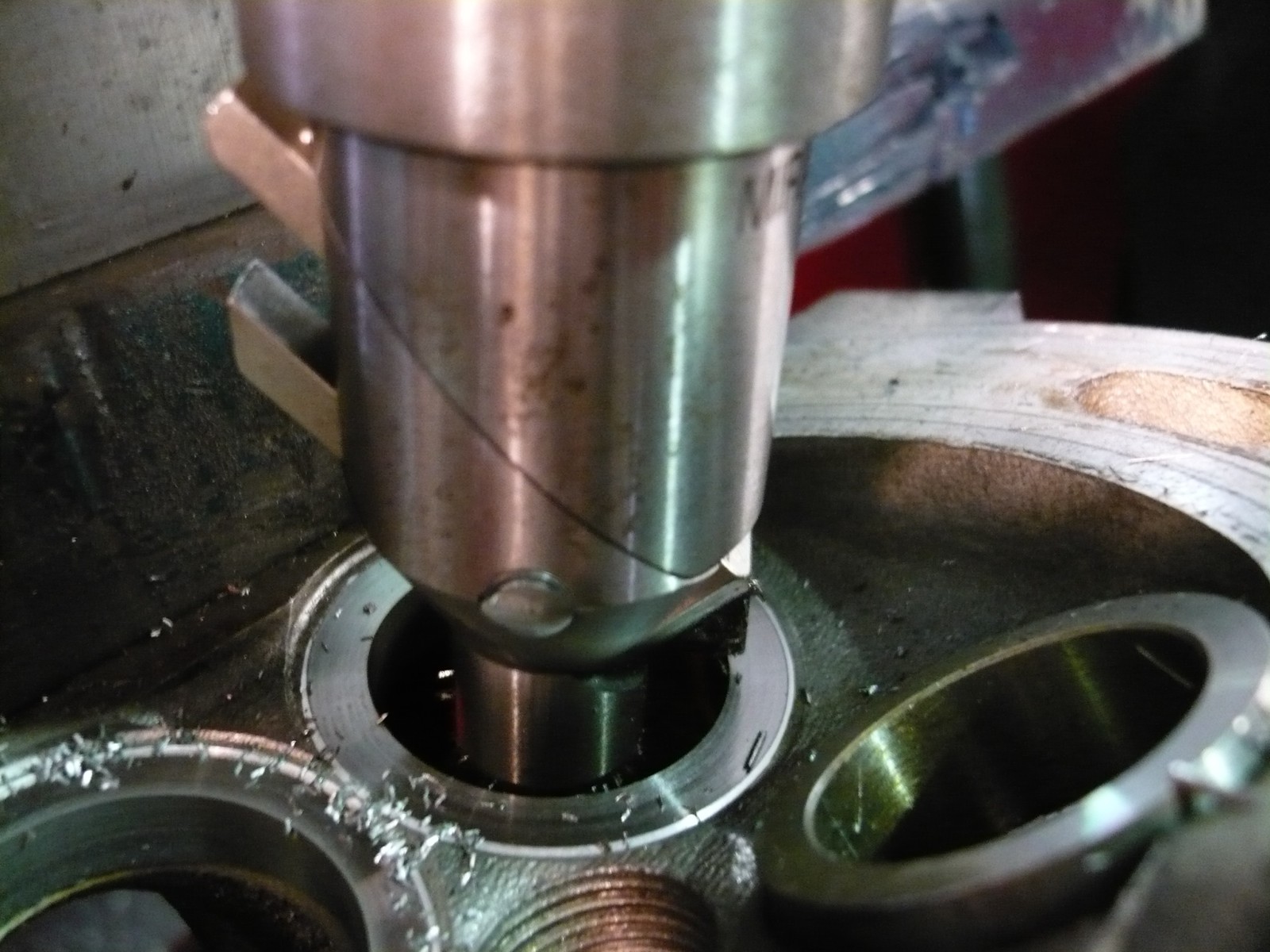 Ist der Ventilsitz schon derart verschlissen, dass die Herstellervorgaben hinsichtlich Sitzwinkel und Ventilrückstand nicht mehr eingehalten werden können, wechseln wir den Sitz. Der alte Ventilsitz wird mit der Fräse entfernt und ein Neuer mit dem vorgeschriebenen Pressmaß eingesetzt. Anschließend werden alle Winkel des Ventilsitzes wie im Original gefräst. Ventilsitze werden beispielsweise auch gewechselt, wenn Oldtimer auf bleifreies Benzin oder Motoren auf Gasbetrieb umgerüstet werden. Die Materialien der modernen Sitze sind wesentlich standhafter.
Ist der Ventilsitz schon derart verschlissen, dass die Herstellervorgaben hinsichtlich Sitzwinkel und Ventilrückstand nicht mehr eingehalten werden können, wechseln wir den Sitz. Der alte Ventilsitz wird mit der Fräse entfernt und ein Neuer mit dem vorgeschriebenen Pressmaß eingesetzt. Anschließend werden alle Winkel des Ventilsitzes wie im Original gefräst. Ventilsitze werden beispielsweise auch gewechselt, wenn Oldtimer auf bleifreies Benzin oder Motoren auf Gasbetrieb umgerüstet werden. Die Materialien der modernen Sitze sind wesentlich standhafter. Die Ventilführung führt, wie es der Name schon sagt, das Ventil in dessen Auf- und Abwärtsbewegung. Das Spiel beträgt nur wenige hunderstel Millimeter, um eine ausreichende Schmierung des Ventils zu erreichen. Ist das Verschleissmaß erreicht, wird die Führung ausgepresst und eine Neue eingeschrumpft oder eingepresst. Je nach Herstellervorgaben. Da sich die Führung dadurch leicht verformt, wird die Bohrung anschließend mit einer Reibahle auf das genaue Maß gebracht.
Die Ventilführung führt, wie es der Name schon sagt, das Ventil in dessen Auf- und Abwärtsbewegung. Das Spiel beträgt nur wenige hunderstel Millimeter, um eine ausreichende Schmierung des Ventils zu erreichen. Ist das Verschleissmaß erreicht, wird die Führung ausgepresst und eine Neue eingeschrumpft oder eingepresst. Je nach Herstellervorgaben. Da sich die Führung dadurch leicht verformt, wird die Bohrung anschließend mit einer Reibahle auf das genaue Maß gebracht.
 Ist die Grundbohrung im Zylinderkopf schon so verschlissen, dass eine originale Führung oder Sitz nicht mehr passt, fertigen wir aus Rohmaterial entsprechenden Ersatz an.
Ist die Grundbohrung im Zylinderkopf schon so verschlissen, dass eine originale Führung oder Sitz nicht mehr passt, fertigen wir aus Rohmaterial entsprechenden Ersatz an.
 Speziell im Bereich der Youngtimer und Oldtimermotorenreparatur sind Bauteile oft so angegriffen, dass sie nicht mehr verwendbar sind. Beispielsweise werden die Ränder der Kühlkanäle bei Aluminium-Zylinderköpfen oft stark zerfressen. Durch Auftragsschweißungen bringen wir wieder Material auf, das wir in der anschließenden mechanischen Nachbearbeitung wieder so in Form bringen, dass die Funktion wieder hergestellt ist.
Speziell im Bereich der Youngtimer und Oldtimermotorenreparatur sind Bauteile oft so angegriffen, dass sie nicht mehr verwendbar sind. Beispielsweise werden die Ränder der Kühlkanäle bei Aluminium-Zylinderköpfen oft stark zerfressen. Durch Auftragsschweißungen bringen wir wieder Material auf, das wir in der anschließenden mechanischen Nachbearbeitung wieder so in Form bringen, dass die Funktion wieder hergestellt ist.
 Bei vielen Dieselmotor-Zylinderköpfen sind die Einspritzdüsen in einer Kupfer-Hülse im Kopf montiert. Diese Hülse ist in der Regel wasserumspühlt. Durch Korrosion kann die Abdichtung der Hülse zum Zylinderkopf undicht werden. Damit nicht gleich der ganze Zylinderkopf getauscht werden muss, können wir die Injektorhülsen wechseln.
Bei vielen Dieselmotor-Zylinderköpfen sind die Einspritzdüsen in einer Kupfer-Hülse im Kopf montiert. Diese Hülse ist in der Regel wasserumspühlt. Durch Korrosion kann die Abdichtung der Hülse zum Zylinderkopf undicht werden. Damit nicht gleich der ganze Zylinderkopf getauscht werden muss, können wir die Injektorhülsen wechseln.
 Durch hohe Abgastemperaturen können sich Abgaskrümmer verziehen und es entsteht eine Undichtigkeit. Abgase treten in den Motorraum. Durch das Planschleifen des Krümmers kann ein teurer Austausch des Bauteils verhindert werden.
Durch hohe Abgastemperaturen können sich Abgaskrümmer verziehen und es entsteht eine Undichtigkeit. Abgase treten in den Motorraum. Durch das Planschleifen des Krümmers kann ein teurer Austausch des Bauteils verhindert werden.
 Verbraucht Ihr Motor Wasser? Haben Sie Wasser im Öl oder umgekehrt? Eine Ursache kann ein Haarriss im Zylinderkopf, Motorblock oder Ölkühler sein. Um auch kleinste Risse zu finden, werden die Bauteile bei uns im Wasserbad auf Betriebstemperatur gebracht und mit bis zu 6 Bar abgedrückt. Bläschenbildung zeigt dann die undichte Stelle an.
Verbraucht Ihr Motor Wasser? Haben Sie Wasser im Öl oder umgekehrt? Eine Ursache kann ein Haarriss im Zylinderkopf, Motorblock oder Ölkühler sein. Um auch kleinste Risse zu finden, werden die Bauteile bei uns im Wasserbad auf Betriebstemperatur gebracht und mit bis zu 6 Bar abgedrückt. Bläschenbildung zeigt dann die undichte Stelle an.
 Genau wie der Zylinderkopf kann sich auch der Motorblock verziehen oder Auswaschungen auf der Dichtfläche haben. Nach dem Planschleifen ist die Oberflächenbeschaffenheit wieder optimal. In einigen Anwendungen ist es nötig den Block zu planen, um den Kolbenüber- bzw. unterstand anzupassen.
Genau wie der Zylinderkopf kann sich auch der Motorblock verziehen oder Auswaschungen auf der Dichtfläche haben. Nach dem Planschleifen ist die Oberflächenbeschaffenheit wieder optimal. In einigen Anwendungen ist es nötig den Block zu planen, um den Kolbenüber- bzw. unterstand anzupassen.
 Hat der Motor eine hohe Laufleistung oder einen Kolbenfresser, verschleißen die Kolben und der Motorblock. Das vorgeschriebene Kolbenspiel können wir durch das Aufbohren des Motorblockes auf das nächste Kolbenübermaß (in der Regel plus 0,5mm) wieder herstellen. Das Aufbohren erfolgt in zwei Stufen. Zuerst wird der Motorblock auf dem Feinbohrwerk bis ca. fünf hunderstel Millimeter vor dem Endmaß gebohrt. Die letzten Hunderstel werden gehont. Das bedeutet, dass die Lauffläche einen Kreuzschliff bekommt, der einen beständigen Ölfilm zwischen Kolben und Lauffläche gewährleistet.
Hat der Motor eine hohe Laufleistung oder einen Kolbenfresser, verschleißen die Kolben und der Motorblock. Das vorgeschriebene Kolbenspiel können wir durch das Aufbohren des Motorblockes auf das nächste Kolbenübermaß (in der Regel plus 0,5mm) wieder herstellen. Das Aufbohren erfolgt in zwei Stufen. Zuerst wird der Motorblock auf dem Feinbohrwerk bis ca. fünf hunderstel Millimeter vor dem Endmaß gebohrt. Die letzten Hunderstel werden gehont. Das bedeutet, dass die Lauffläche einen Kreuzschliff bekommt, der einen beständigen Ölfilm zwischen Kolben und Lauffläche gewährleistet.
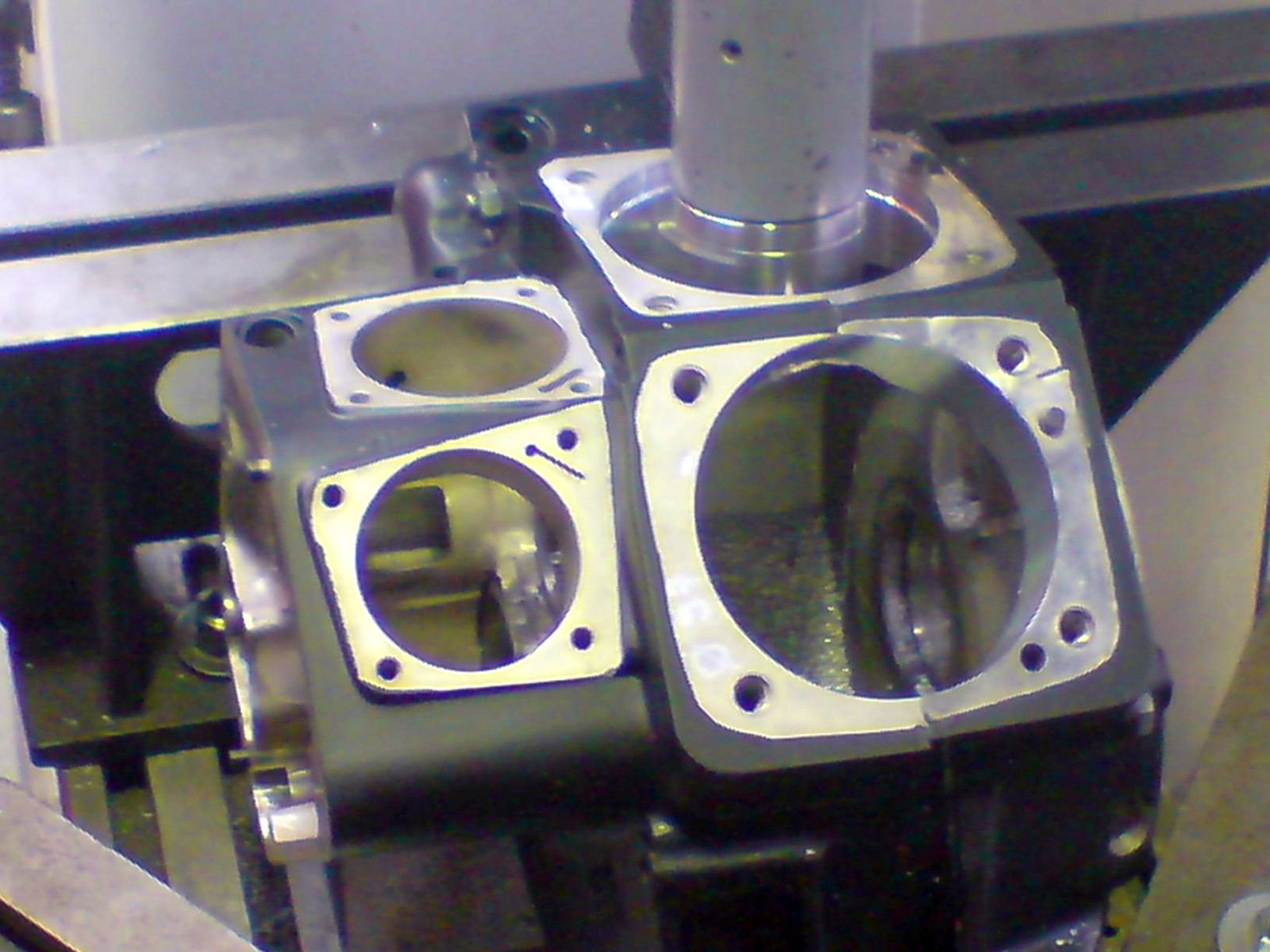 Motorrad-Motorblöcke von z.B. Harley Davidson werden von uns für den Einbau von Big-Bore Kits vorbereitet. Dafür wird die Grundbohrung für die Laufbuchse im Block aufgespindelt.
Motorrad-Motorblöcke von z.B. Harley Davidson werden von uns für den Einbau von Big-Bore Kits vorbereitet. Dafür wird die Grundbohrung für die Laufbuchse im Block aufgespindelt.
 Je nach Bauart haben Motorblöcke keine direkte Bohrung im Guss, sondern Laufbuchsen. Sind diese verschlissen, pressen oder bohren wir sie aus. Die Grundbohrung des Motorblocks wird auf das Pressmaß der Laufbuchse bearbeitet und anschließend die neue Laufbuchse eingebracht.
Je nach Bauart haben Motorblöcke keine direkte Bohrung im Guss, sondern Laufbuchsen. Sind diese verschlissen, pressen oder bohren wir sie aus. Die Grundbohrung des Motorblocks wird auf das Pressmaß der Laufbuchse bearbeitet und anschließend die neue Laufbuchse eingebracht.
 Um eine genaue Passung der Laufbuchse zu gewährleisten, arbeiten wir den Buchsenbundsitz mit einem Fräsgerät nach. Eine parallele Auflagefläche der Buchse ist damit erreicht. Ein Abreißen des Buchsenbundes wird verhindert. Diese Arbeit können wir auch gerne bei Ihnen vor Ort ausführen.
Um eine genaue Passung der Laufbuchse zu gewährleisten, arbeiten wir den Buchsenbundsitz mit einem Fräsgerät nach. Eine parallele Auflagefläche der Buchse ist damit erreicht. Ein Abreißen des Buchsenbundes wird verhindert. Diese Arbeit können wir auch gerne bei Ihnen vor Ort ausführen.
 Einige Bohrungen von Motorblöcken sind so verschlissen, dass es keinen Kolben mehr mit entsprechendem Übermaß gibt. Um den teuren Neukauf eines Blockes zu vermeiden, fertigen wir auch für Blöcke, für die eine Laufbuchsenbestückung nicht vorgesehen ist, Laufbuchsen an. Aus speziellen Gußrohlingen werden entsprechend maßhaltige Bauteile gedreht.
Einige Bohrungen von Motorblöcken sind so verschlissen, dass es keinen Kolben mehr mit entsprechendem Übermaß gibt. Um den teuren Neukauf eines Blockes zu vermeiden, fertigen wir auch für Blöcke, für die eine Laufbuchsenbestückung nicht vorgesehen ist, Laufbuchsen an. Aus speziellen Gußrohlingen werden entsprechend maßhaltige Bauteile gedreht.
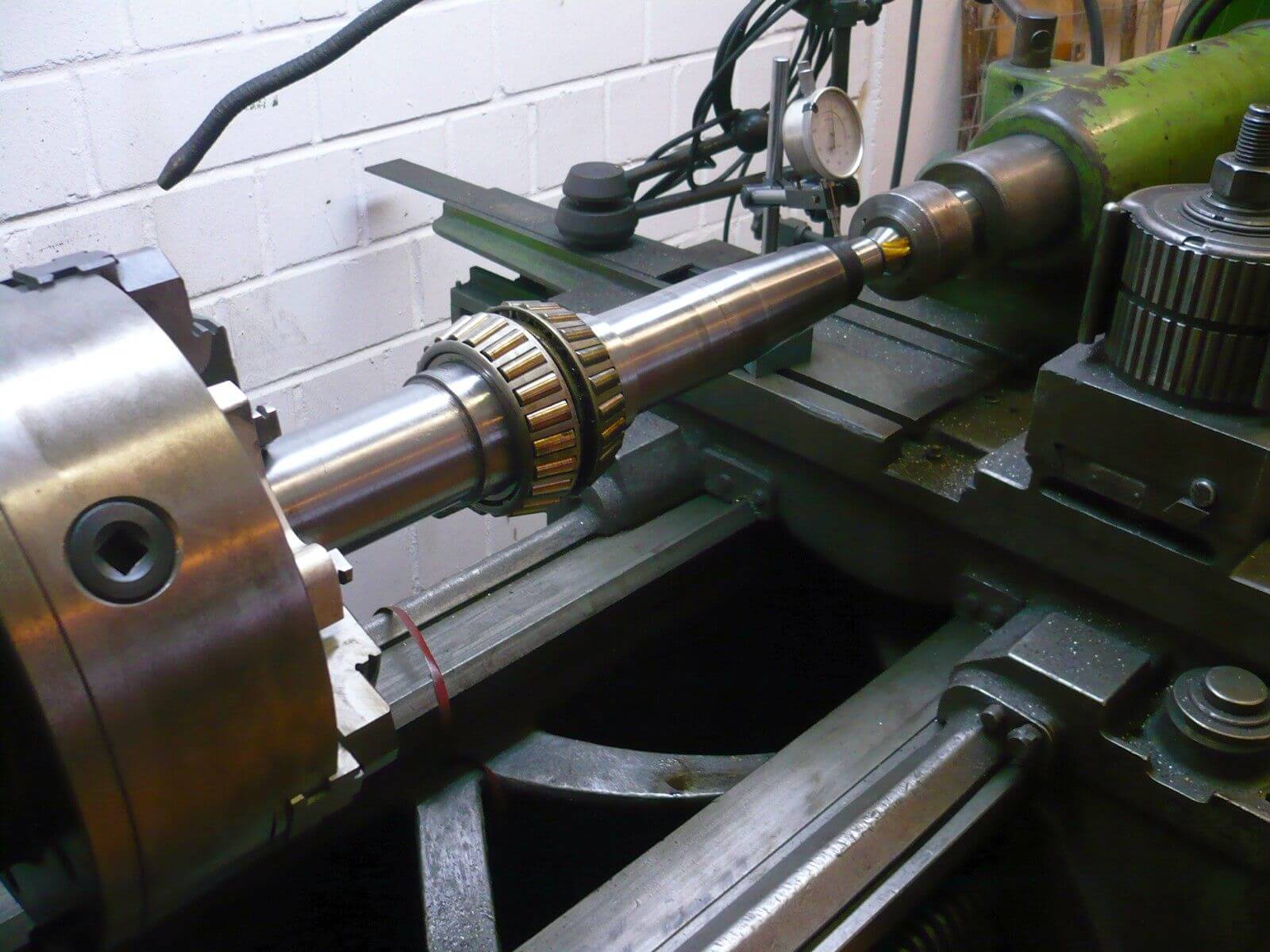
 Nach einem Pleuel- oder Hauptlagerschaden haben die Lagerzapfen der Kurbelwelle Riefen. Um die Kurbelwelle weiter zu verwenden, schleifen wir sie. Entsprechende Untermaßlager liefern wir Ihnen mit.
Nach einem Pleuel- oder Hauptlagerschaden haben die Lagerzapfen der Kurbelwelle Riefen. Um die Kurbelwelle weiter zu verwenden, schleifen wir sie. Entsprechende Untermaßlager liefern wir Ihnen mit.
 Wir bieten Ihnen alle konventionellen Dreh- und Fräsarbeiten im Rahmen einer Motorrevision an. Auch Stahl-, Aluminium- und Gussstahlschweißarbeiten führen wir für Sie durch.
Wir bieten Ihnen alle konventionellen Dreh- und Fräsarbeiten im Rahmen einer Motorrevision an. Auch Stahl-, Aluminium- und Gussstahlschweißarbeiten führen wir für Sie durch.
 Nachdem die verschlissenen Bauteile wieder aufgearbeitet sind, übernehmen wir selbstverständlich auch alle notwendigen Montagearbeiten, damit Ihr Motor wieder zuverlässig seinen Dienst verrichtet.
Nachdem die verschlissenen Bauteile wieder aufgearbeitet sind, übernehmen wir selbstverständlich auch alle notwendigen Montagearbeiten, damit Ihr Motor wieder zuverlässig seinen Dienst verrichtet.
Zusammenfassung der Arbeiten, die wir durchführen:
- Motoren zerlegen,
- Schadensbegutachtung,
- Bauteilvermessung,
- Reinigungsarbeiten,
- Ventile schleifen,
- Ventilsitze fräsen,
- Ventilsitzringe anfertigen und wechseln,
- Ventilführungen wechseln,
- Tuning am Zylinderkopf,
- Kanäle polieren,
- Kompressionsräume auslietern,
- Zylinderköpfe abdrücken,
- Rißprüfung,
- Zylinderköpfe planschleifen,
- Motorblöcke planschleifen,
- Gewinde reparieren,
- Motorblöcke aufbohren,
- Laufbuchsen honen,
- AluSil und Guß-Laufbuchsen anfertigen,
- Laufbuchsen einziehen,
- Aluminium Motorenblöcke bearbeiten,
- Alu Schweißarbeiten,
- Lager einpassen,
- Pleuelstangen bohren,
- Pleuelstangen winkeln,
- Pleuelaugen wechseln,
- Kurbelwellen schleifen,
- Kurbelwellen härten,
- Schwungscheiben abdrehen,
- Schwungscheiben erleichtern,
- Motoren montieren,
- Probelauf